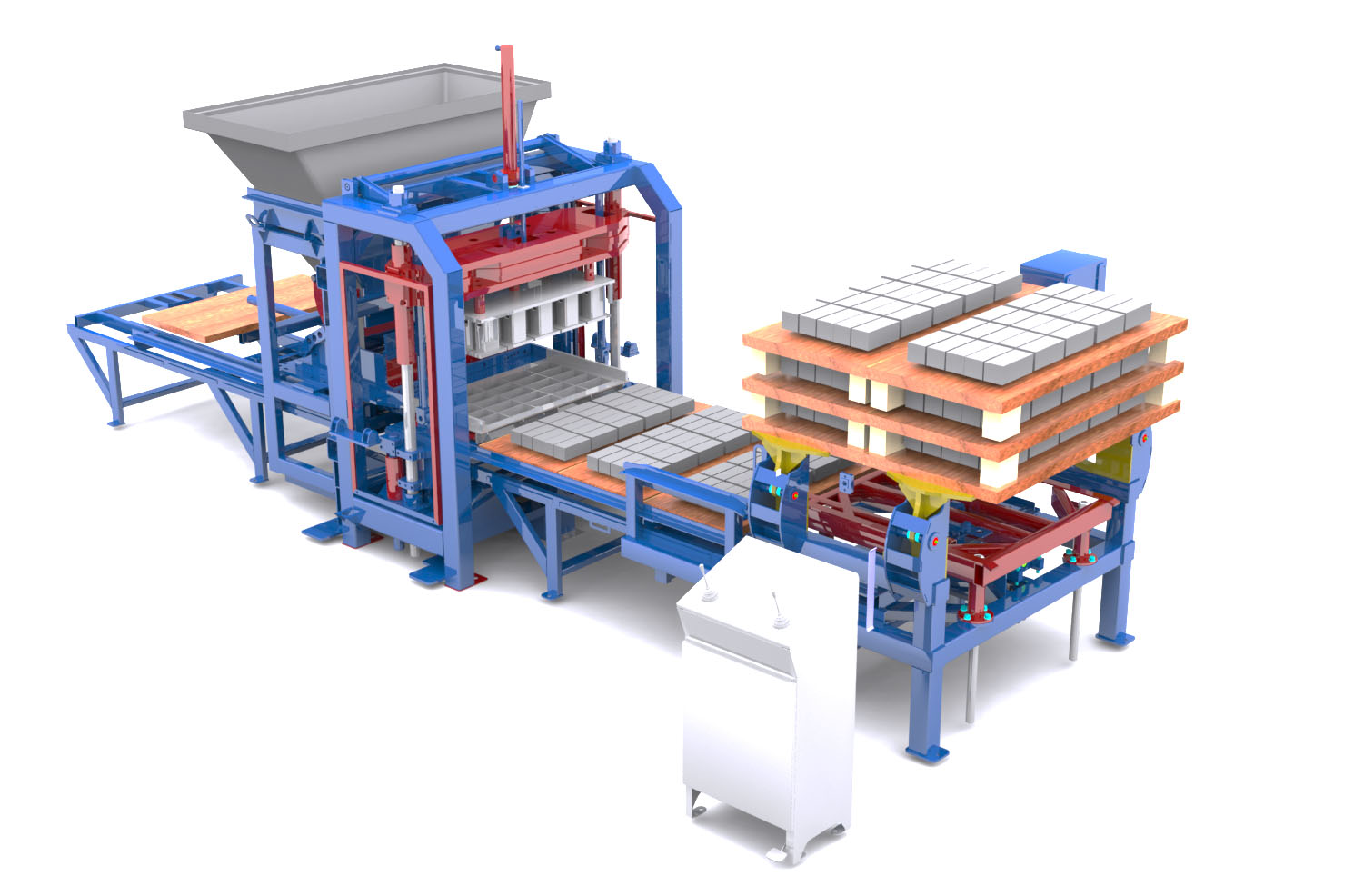
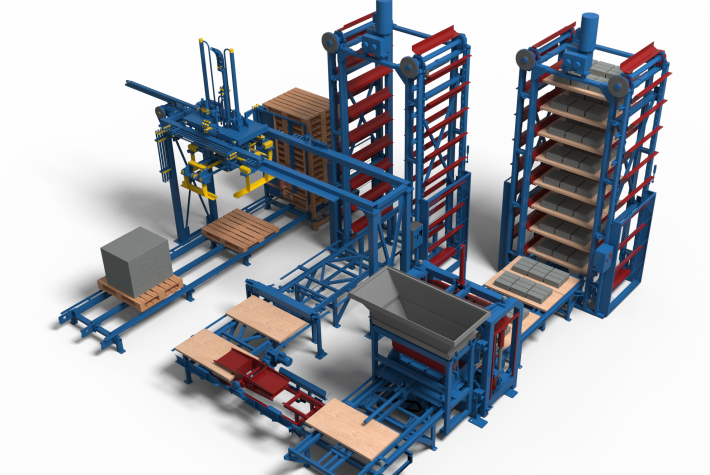
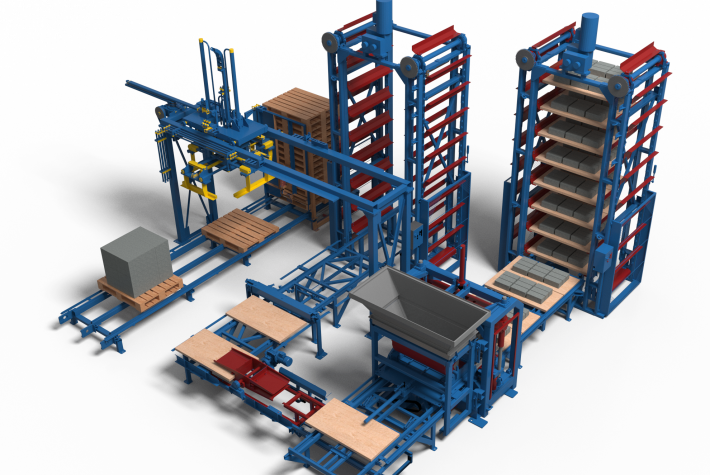
Новейший вибропрессующий комплекс Рифей Прогресс - разработка 2018 года, отличается высокой производительностью. Это обеспечивается за счет короткого цикла изготовления изделий (15 секунд минимум) и увеличенной зоны формования пресса, которая позволяет за один цикл формовать 3 бордюра, 9 камней или 30 плиток.
Механизация и автоматизация всех процессов и операций позволяет полностью исключить тяжелый ручной труд. Комплекс представляет собой готовое, законченное решение со всем необходимым околопрессовым оборудованием.
В комплексе заложена возможность использования рельсовой автоматической тележки для перевозки поддонов в пропарочную камеру.
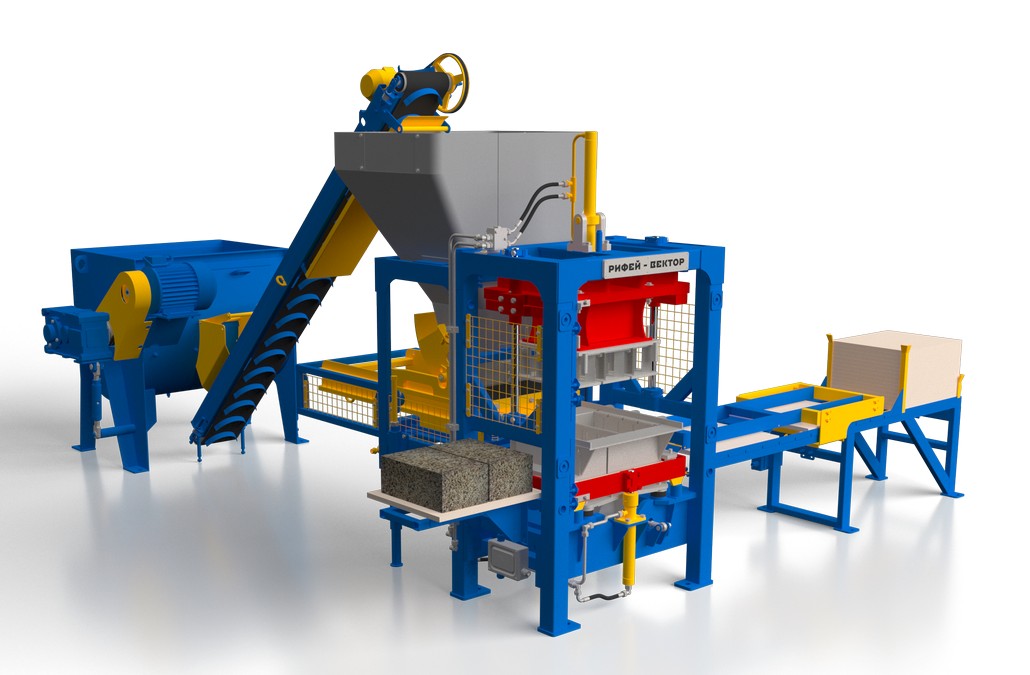
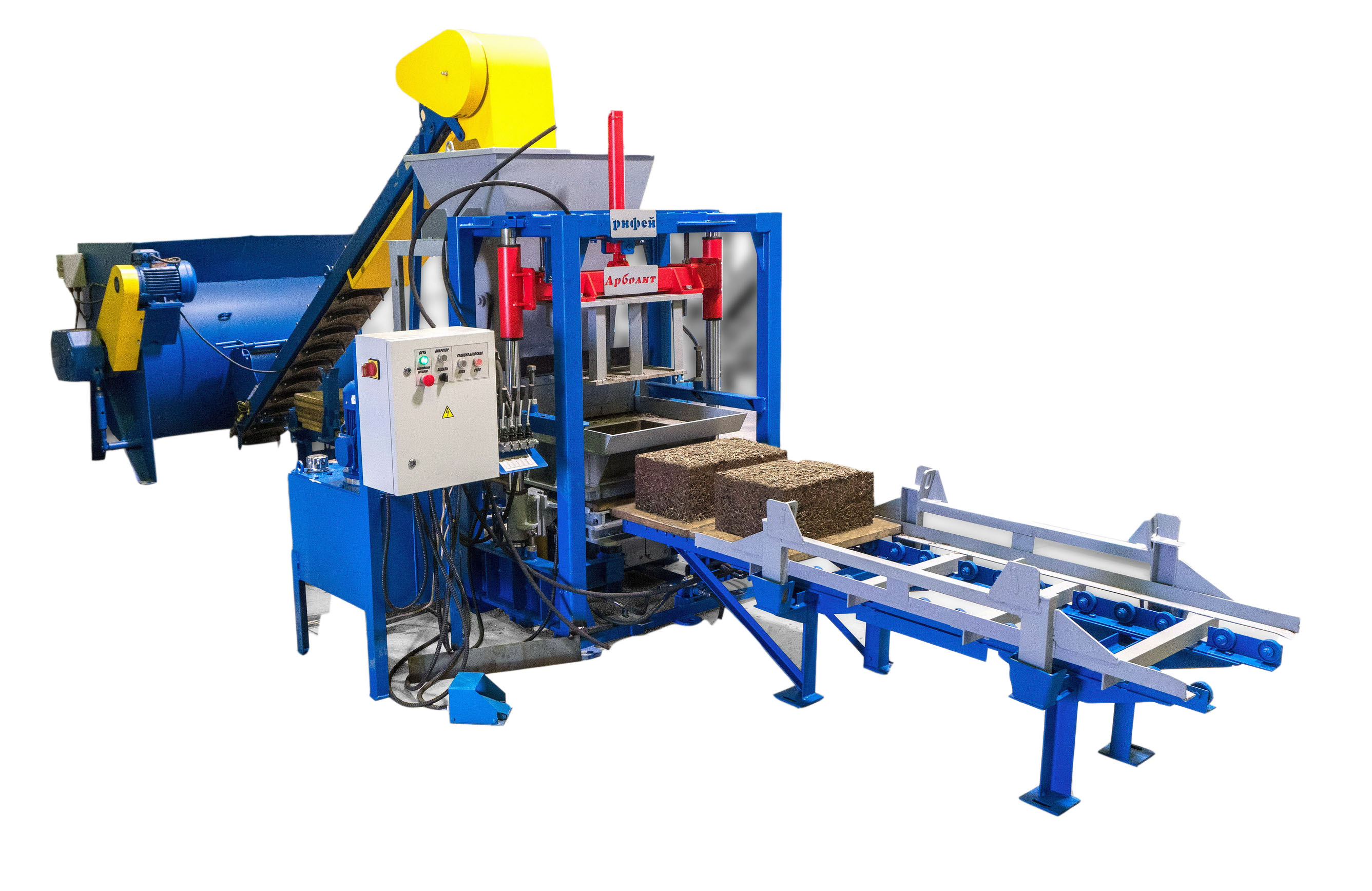
Формующий блок Рифей Прогресс
Модуль загрузки смеси оборудован ящиком с активным ворошителем. Отдельный гидравлический привод ворошителя двигает ворошитель внутри ящика с большой частотой, что улучшает просыпание смеси в ячейки матрицы, а следовательно делает загрузку более быстрой и равномерной. Частота движения ворошителя регулируется.
На прессе внедрена особая, прогрессивная система с пневматическими прижимами для фиксации матрицы и пуансона. Это позволяет уменьшить время на смену оснастки, т.к. фиксация и расфиксация матрицы и пуансона механизирована и происходит за счет подачи/сброса давления в пневмоподушках.
Также появляется возможность изменения амплитуды вибрации за счет изменения давления в пневмоприжиме матрицы. Например, во время загрузки матрицы, давление в подушках автоматически увеличивается, чтобы уменьшить амплитуду до оптимальных значений и исключить раскачку матрицы. Во время прессования, когда пуансон давит на смесь и создает дополнительное сопротивление, давление в подушках уменьшается, а амплитуда вибрации матрицы увеличивается для лучшей укладки смеси. Значение давления во время загрузки и прессования можно оперативно менять с пульта управления.
Штабелер.
Штабелер отличается высокой скоростью подъема/опускания. Время подъема/опускания на один уровень- 12 с.
Для исключения раскачивания цепей с опорными полками для поддонов во время работы штабелера (что может привести к несрабатыванию датчика положения или нарушению центрирования поддонов), применены грузовые цепи с катками и направляющими для них.
Особая конструкция полок, на которые опускается поддон, центрирует поддон при возможном боковом смещении погрузчика от центра штабелера.
Модуль подачи паллет.
Конструктивно заложена возможность работы комплекса с двумя типами паллет, с размерами 1200х800 и 1200х1000.
В состав входит магазин, в который погрузчиком устанавливается стопка около 8 паллет, что исключает необходимость после каждого цикла рабочему вручную устанавливать паллету.
Перемещение пустой паллеты от магазина в зону пакетирования и далее, с уложенными изделиями в зону перевозки автоматизировано. Толкать вручную нагруженную паллету, как на некоторых линиях-аналогах не требуется.
Пакетировщик.
Обладает высокой скоростью работы. Время полного цикла для переноса изделий с двух поддонов и возврата на исходную позицию- 30 с.
Конструктивно обеспечено точное позиционирование тележки со схватом в крайних положениях. Не требуется перенастройка датчиков остановки тележки или программы, для учета изменения силы инерции тележки при разной массе переносимых изделий.
Поворот схвата пакетировщика на 90 градусов обеспечивает перевязку (перекладку) изделий на паллете (например- бордюра или стенового камня). Перевязка значительно увеличивает устойчивость изделий на паллете во время транспортировки.
Не требуется точное задание в программе высоты остановки схвата для каждого уровня (слоя) изделий. Система управления автоматически определяет высоту предыдущего уровня изделий, уже уложенных на паллете. Необходимо предварительно ввести только высоту самого изделия и включить при необходимости функцию поворота схвата для перевязки. Система управления автоматически определит максимальное количество рядов изделий на паллете.
























")
")
 +Рифей-Бетон-45")
